[点晴模切ERP]工厂车间标准工时制作流程
当前位置:点晴教程→点晴ERP企业管理信息系统
→『 生产管理 』
主题:探标准工时制作流程  测量
制作
发行
录入
应用
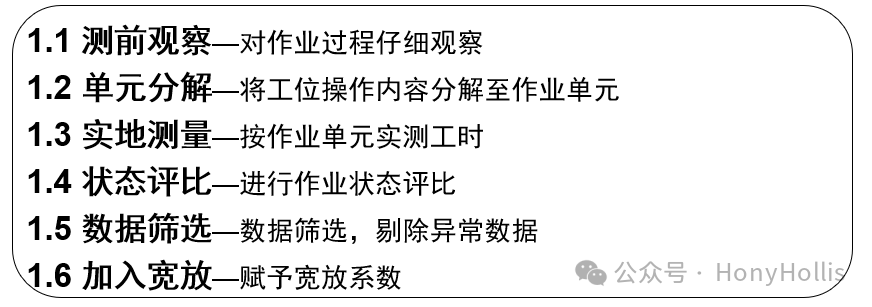
 Step1:测量:标准工时制作流程 标准工时制定初期多以秒表法切入,待积累了大量的作业单元数据后进行分析后,再运用综合数据法制定常用作业的工时标准参数表,以在后期制定标准工时时直接取用,提高制作效率。
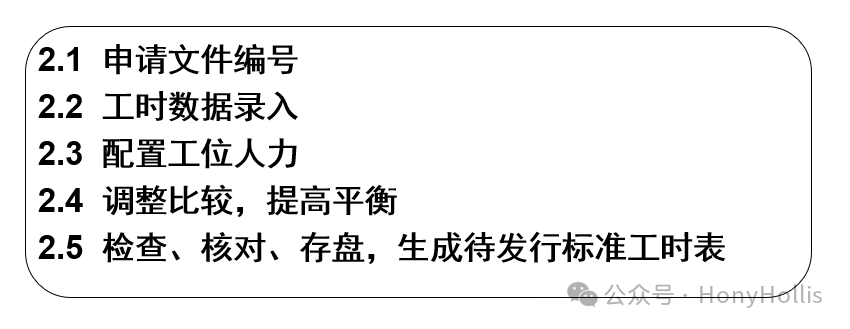
1.1测前观察—对作业过程仔细观察 在待测定工时的工位,对作业内容进行仔细观察,明确作业内容,并在测时表记录作业工位名称、作业人数。 1.2单元分解—将工位操作内容分解至作业单元 把工位的作业内容进行分解,分解成多个的独立的作业单元,并把每一个作业单元的内容记录于表格。 1.3实地测量—按作业单元实测工时 根据划分好的工作单元,用秒表测时法测量每一个单元的时间,并把实际测量时间记录于测时表。并计算加总出单个工位的总作业时间 1.4 状态评比—进行作业状态评比 我们的目的是建立一个正常速度下的时间值,对于在测量过程中表现异常的进行评比,给出评比系数,再次根据评比系数计算正常时间。 正常时间=测量时间*评比系数 1.5 数据筛选—数据筛选,剔除异常数据 1.6加入宽放—赋予宽放系数 –对作业人员操作过种中常见影响正常速度的因素进行调整,这些影响因素有私事原因(如上厕所) 、疲劳、不可避免的迟延(如工具损坏) 酌情增加操作内外必要宽放时间,使标准时间订定合理化。 标准工时=正常时间*(1+宽放系数) –宽放系数可根据企业生产形态综合制定一个或几类定值 –即在制定标准工时表时,表上数据均已包含了宽放时间 2、制作 制定工时是在完成实测并加以评比与宽放后制定、生成待发行的标准工时表的过程。
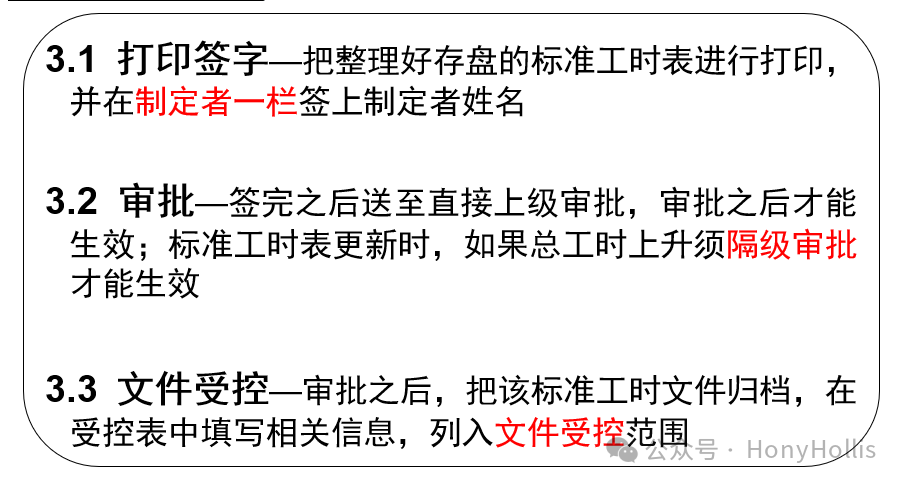
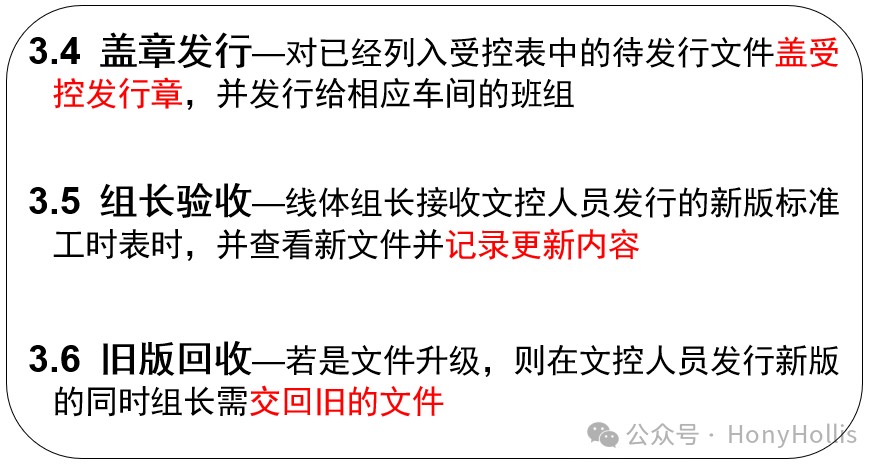
3、发行
4、录入
5、应用 Ø比较决定最优作业方法;
点晴模切ERP更多信息:http://moqie.clicksun.cn,联系电话:4001861886 该文章在 2024/7/23 12:31:37 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886